 |
| Place of Origin: | CHINA |
| Brand Name: | QIYAO |
| Certification: | ISO |
| Minimum Order Quantity: | 1 unit |
|---|---|
| Price: | Customized Product, Quoted Case By Case |
| Packaging Details: | Seaworthy packing |
| Delivery Time: | 4-6 months after PO |
| Payment Terms: | L/C, T/T |
| Material: | Carbon Steel | Application: | Recovery Of Low Concentration Oil Vapor |
|---|---|---|---|
| Structure: | Skid-mounted | Warranty Period: | 12 Months Since Operation Or 18 Months Since Delivery |
| Highlight: | vapor recovery unit,vapour recovery system |
||
Adsorption-Hot Nitrogen Desorption Technology for Vapor Recovery Unit
1. Summary
Vapor Recovery Unit is to collect the organic vapor discharged during the manufacturing, storage, loading and unloading processes of various industries and recycle it by means of condensation, adsorption, absorption, membrane separation, etc. so as to finally satisfy the emission standards and create certain economic benefits for the end user.
The oil vapor handled by adsorbent will satisfy the emission standard and be discharged directly. The organics separated will be adsorbed and enriched in the adsorbent. When the adsorbent is nearly saturated, a stream of hot nitrogen or steam will be introduced for desorption. The desorbed gas mixture will be condensed so that the organics can be separated for the purpose of recovery.
Adsorption process is ideal for the oil vapor of low concentration. The emission after treatment can satisfy stringent national or local standards. Adsorption-Hot Nitrogen/Steam Desorption Process will omit the investment on vacuum pump and is especially suitable for treatment of oil vapor difficult to be desorbed. It is featured of high recovery efficiency and low energy consumption.
2. Work Principle / Flow Procedure
Taking advantage of different bonding force between the various compositions and the adsorbent, the adsorption process can first separate those difficult to be adsorbed from the others and then the organics apt to be adsorbed get enriched in the adsorbent. Clean emission after treatment then is directly discharged into the atmosphere. When the absorbent is nearly saturated, hot nitrogen or steam is introduced to increase the adsorbent temperature so that the compositions collected in it vaporizes and escapes. The oil vapor released is finally recovered by condensation. The absorbent SMDERI uses is the coal based dedicated activated carbon of oil vapor.
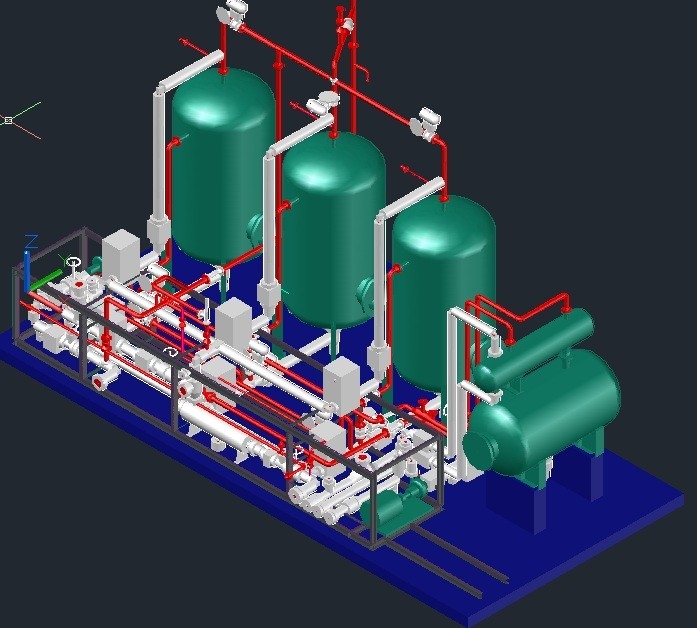
![]()
3. Structure & Parameter (typical project)
| Model | QY/VR series |
| Capacity | 50-5000 m3/h |
| Structure | Skid-mounted |
| Material | Carbon steel |
| Applicable exhaust gas | Low concentration oil vapor |
| Adsorption tank | Vertical atmospheric pressure tank |
| Adsorbent | Coal-base activated carbon |
| Heat exchanger | Tubular heat exchanger |
| Control method | PLC automatic control |
| Main measuring point | Pressure signal, level signal, temperature signal |
| Main interlocked alarm | Pressure signal for interlocked blower start-up/shut down; Level signal for interlocked drain pump start-up/shut down; Temperature alarm for interlocked emergency shut down; Concentration alarm of flammable or toxic gas |
| Utility required |
Instrument air ≤10Nm3/h nitrogen/steam relevant to the capacity |
| Noise level | ≤ 85dB (A) |
| Stack height | 15 m |
| Service life | 25 years |
| Activated carbon life |
8 years for hot nitrogen desorption 3-5 years for steam desorption |
| Warranty period | 12 months since start-up of 18 months since arrival of equipment |
4. Advantage
1) ASPEN for process calculation and SW6 for equipment calculation;
2) CADworx for skid design;
3) Started R&D since 2007, built a test platform, accumulated plenty of analysis and research data;
4) Built projects are compliant with current emission standard. Plenty of project experience;
5) 3 tanks + 2 stage adsorption, the exhaust gas meets the emission standard;
6) Multiple temperature monitoring points at the adsorption tank for safe operation;
7) Highly automated, nitrogen electric heater is provided with over temperature automatic shut-down and adsorption and desorption is switched automatically;
8) Delivered as a skid to reduce site installation work;
8) Fully sealed blower and flanged connection in the skid to achieve zero leakage;
9) ExdIIBT4 or ExdIICT4 explosion proof.
5. Applied data for an typical project
Project picture
Concentration of emission: Compliance with GB31570-2015 <Standard of pollutant emission for oil refinery industry>, GB31571-2015 <Standard of pollutant for petrochemical industry> and the related local standard.
Details:
Benzene ≤ 4mg/m3,
Toluene ≤ 15mg/m3,
Xylene ≤ 20mg/m3,
Ethylbenzene ≤ 100mg/m3,
Acetonitrile ≤ 50mg/m3;
Non-methane total hydrocarbons:
- Removal rate ≥ 97%,
- Concentration of emission ≤ 120mg/m3;
Noise (1m from VRU) : ≤ 85dB (A)
Height of exhaust port: ≥ 15m.
High Pressure Liquid Hydraulic Turbo Expander Generator Improved Overall Energy Efficiency
Natural Gas Turbo Expander Generator Set For Power Generation With Residual Pressure
Differential Pressure Turbo Expander Generator Natural Gas Steam Expander
Metal Fiber Surface Special Burners For Utility Boiler , Incinerator
Oil & Gas Industries Special Burners / Acid Gas Burner Can Stabilize Flame
Stainless Steel Special Burners Atomizing Nozzle For MTP Reactor
Industrial Absorption Heat Pump Manufacturers / Absorption Heat Transformer
Carbon Steel Absorption Heat Pump To Recover Low Grade Waste Heat At 15~70 ℃
Temperature Boosting Absorption Heat Pump Low Pressure Steam / Hot Water Driving Energy